Рихтовка автомобиля своими руками — что это и как рихтовать кузов

Прочая информация про автомобили
При любом дорожно-транспортном происшествии «страдает» кузов автомобиля. Но если повреждения незначительны, то можно обойтись не заменой детали, а её рихтовкой. Современные методы восстановления позволяют даже сильно деформированный кузов привести к первоначальному виду. Чтобы рихтовка кузова автомобиля была выполнена правильно необходимо знать порядок и основные правила, как всё это нужно делать.
Что такое рихтовка (правка кузова) автомобиля

Под термином «рихтовка» следует понимать восстановление первичной геометрии элементов кузова автомобиля. Такие работы проводят в тех случаях, когда стоимость новой детали очень высока и более целесообразно финансово восстановить детали.
Правка также «включает» в себя финишные малярные работы. Нужно ведь не только выправить, но и обеспечить «вид». И сразу нужно уточнить, что большинство таких работ в условиях домашнего гаража выполнить невозможно. Основные тому причины:
- Нужен спец инструмент;
- Нужен опыт.
Особенно много сложностей возникает при работе с цельными кузовами, которые не разделены на отдельные детали. Перед проведением рихтовки потребуется полностью разобрать авто и, по возможности, выполнить проверку аэродинамического сопротивления.
Правка кузова — это не косметический ремонт. Особое внимание уделяется восстановлению первичной геометрии транспортного средства. Ведь если хотя бы одна из центральных стоек будет скошена, то это делает неработоспособной всю систему противоаварийной безопасности автомобиля.
Ведь при ДТП смещение деталей будет происходить не по тому «алгоритму», который был заложен производителем в кузов. Также нарушенная геометрия приводит к неравномерному износу запчастей. Особенно часто возникают проблемы с ходовой частью.
Основные элементы кузова, которые подвергаются рихтовке:
- капот, багажник;
- двери и крылья авто;
- крыша;
- пороги;
- бампера (только металлические);
- пол.
Виды повреждений кузова
Условно выделяют такие виды повреждений кузова автомобиля:
- Вмятины. Самые распространенные повреждения. Как правило, повреждения лакокрасочного покрытия минимальны, геометрия основных несущих компонентов не нарушена. В большинстве случаев правится с помощью вакуумного метода.
- Выпуклости. Часто образовываются при «косых» ударах в передние или задние крылья. Устраняются преимущественно точечными ударами молотка.
- Локальные дефекты. Возникают при неравномерных ударах. Например, при «касательном» счесывающем повреждении. Являются одними из самых сложных в плане устранения.
- Разрывы. Такие дефекты устраняются только сваркой. Но рекомендуется все же полностью заменять деталь в целях безопасности. Потому в случае дорожно-транспортного происшествия нарушается жесткость всей конструкции. Именно поэтому покупать автомобили, которые ранее были в ДТП, попросту опасно и цена на них сильно занижена.
- Сжатие. Чаще всего такие деформации образовываются из-за сильного «счесывающего» удара сбоку или сзади. Металл при этом сдавливается «гармошкой». То есть, образовывается сразу несколько точек вмятин. Если имеется также разрыв полотна металла, то такие деформации рихтовке практически не поддаются, требуется их замена или резка и последующее приваривании «латки».
- Растягивание. Как правило, возникает вместе со сжатием. Ведь если где-то металл сдавлен, то с другой стороны — он растягивается. Устраняется вытягиванием с использованием специальных дисков и швеллера. К сожалению, полностью первоначальной равномерной толщины металла после этого добиться практически невозможно. Так что рихтовка позволит избавиться только от
Также условно все вариации повреждений кузова разделяют на:
- с деформацией геометрии (имеются ввиду, края соприкосновения с другими элементами кузова автомобиля);
- без деформации геометрии.
И ещё выделяют повреждения с нарушением лакокрасочного покрытия и без этого. В последнем случае часто после рихтовки ограничиваются только тщательной шлифовкой с использованием абразивной пасты. В остальных случаях осуществляется локальная покраска поврежденной детали кузова транспортного средства.
Ещё одно распределение категорий деформаций:
- Прямые. Имеется ввиду вмятина или выпуклость, которая образовалась от прямого контакта элемента кузова с преградой. Именно здесь чаще всего и образовываются места «разрыва» лакокрасочного покрытия, а иногда — металла.
- Непрямые. Это вторичные деформации, возникающие из-за прямых. Например, автомобиль попал в аварию, было лобовое столкновение. Вместе с передней части нарушается геометрия передних крыльев. Те — смещаются, повреждая также двери. То есть, эти части не контактировали непосредственно с преградой в момент дорожно-транспортного происшествия. Но им тоже потребуется рихтовка. Иначе не будут соблюдены заводские зазоры или же замок двери не будет корректно работать.
Все рассмотренные виды — условные. По сути, каждое повреждение — уникальное и требует к своему устранению индивидуального подхода.
Инструменты

Для проведения рихтовки потребуется следующий минимальный набор инструментов:
- Молотки и киянки. Используются те, которые имеют резиновое основание. Дополнительно используются доски из ПВХ или любого другого «мягкого» пластика, которые позволяют распределить силу от удара на большую поверхность. Как правило, масса молотков, киянок не превышает 2 килограмм. Их основание — закругленное, без прямых углов, что уберегает лакокрасочное покрытие при ударах от сколов и царапания.
- Подкладки, наковальни. Используются для фиксации обратной стороны элемента кузова при выравнивании. Именно правильное их расположение и крепление позволяет восстановить заводскую геометрию. И именно с этим у новичков и возникают проблемы чаще всего.
- Ударные полотна. Как правило, их изготавливают сами мастера из пластиковых плит (ПВХ). Главное — это «мягкость» материала. Чтобы твердость была ниже, нежели обрабатываемый металл. Это полностью нивелирует образование царапин даже при сильных ударах молотком или киянкой.
- Крюки, рычаги. Используются для «вытягивания» металла после сжатия. Возможно применение только на некоторых элементах кузова, где имеются «ребра жесткости» (для создания опоры рычага).
- Шлифовальные машины, напильники. Используются для подготовки элементов кузова к финишным малярным работам, а также после высыхания лакокрасочного покрытия. Также иногда задействуются для снятия излишков металла на поверхностях с выпуклостями. Ведь заводской кузов имеет единую статичную толщину металла. Но после ДТП она может нарушаться из-за действия сжатия, растягивания.
- Споттеры. Это специализированные сварочные аппараты, ориентированные именно для проведения рихтовальных работ по восстановлению элементов кузова автомобиля. Их ключевое отличие — это поддержка «точечной» сварки. Часто это применяется при вытягивании вмятин, где невозможно использовать вакуумное оборудование. Мастер приваривает к поврежденной детали небольшой рычаг, затем — восстанавливает плоскость и геометрию кузова, после — удаляет приваренный элемент.
- Компрессор и краскопульт. Задействуется в малярных работах при покраске или нанесении лакокрасочного покрытия на восстановленные элементы кузова автомобиля.
- Мини-лифтер. Используется для выравнивания небольших вмятин, когда нет повреждения лакокрасочного покрытия. Подходит для рихтовки своими руками. Но если деформация сложная, с несколькими точками продавливания, то такой инструмент — бесполезен.
- Набор паст. Используется для финишной полировки в сочетании с шлифовальной машиной. Бывают абразивные и без абразивные.
Это только базовый набор инструментов, которые используются при рихтовке кузова автомобиля. Вместе с ними активно используются отвертки, плоскогубцы, термофены, «болгарки» с кругами для резки металла. Каждый мастер формирует собственный перечень инструментария для работы. Самыми дорогостоящими из них являются споттеры, компрессор с краскопультом, а также пневматические молотки для вытягивания вмятин. Даже если ориентироваться на бюджетные инструменты, то такой набор обойдется минимум в 120 – 150 тысяч рублей. Это ещё одна из причин, почему в домашних условиях выполнить качественную рихтовку практически невозможно.
Перед восстановлением элемента кузова следует уточнить стоимость такой детали у концерна-производителя или поискать её на разборках. Если деталь можно приобрести недорого, она в исправном состоянии и без нарушенной геометрии, то лучше вместо рихтовки просто произвести замену.
Рихтовка автомобиля своими руками — пошаговые инструкции

Для проведения любых работ по рихтовке требуется подготовленный бокс. Особое внимание нужно уделить освещению. Оно должно быть равномерным и с «холодным» оттенком — это позволит заметить даже мельчайшие повреждения, царапины.
Все работы рекомендуется проводить при комнатной температуре, в диапазоне от +18 до +25 градусов по Цельсию. Это важно, потому что краска и лакокрасочное покрытие всех современных авто имеет полимерную основу. А её плотность и эластичность напрямую зависит от температуры окружающей среды. При низкой температуре даже незначительные выпрямления вмятин могут привести к образованию сколов.
Предварительная подготовка кузова к проведению рихтовки включает в себя:
- Тщательное мытье и сушку. Рекомендуется использовать специальные шампуни, которые также устраняют производные нефтепродуктов.
- Обезжиривание. Можно просто тщательно промыть бензином или протереть губкой, смоченной в этиловом спирте. Эти вещества не вступают в химическую реакцию с лакокрасочным покрытием (если оно заводское).
- Демонтаж неповрежденных элементов кузова. То есть, которые не будут подвержены рихтовке. Если же кузов цельный или повреждения незначительные, то их просто заклеивают малярным скотчем, без съема.
Рекомендуется все обнаруженные повреждения сфотографировать на телефон или фотоаппарат, но с максимально высоким разрешением. Это позволит в дальнейшем оценить результат проведенных работ.
Ещё важное правило: рихтовку следует выполнять как можно скорее после получения повреждения. Чем больше времени прошло с момента получения повреждения — тем сложнее будет восстановить первоначальную геометрию с помощью прогрева, вытягивания присоской.
Обычная
Обычная рихтовка выполняется с минимальным набором инструментов. Подойдет для самых простых повреждений, например, небольших вмятин без повреждения лакокрасочного покрытия. Самое главное здесь — добиться первоначальной геометрии детали (или максимально близкой к заводскому значению). В качестве примера можно найти в интернете изображение этой детали (как правило, у дилеров, которые их продают, они имеются в высоком разрешении). Этапы выполняемых работ:
- Если необходимо — снять поврежденную деталь кузова. Как правило, это актуально для капота, багажника, крыльев. Все остальные элементы кузова рихтуют «на весу».
- Установка подложки или наковальни. Какая именно — зависит от того, что за деталь подвергают рихтовке и степень её повреждения. Опять же — здесь важно соблюдать первоначальную геометрию кузова.
- С помощью ударов молотка или киянки добиться первоначальной формы и плоскости элемента кузова. Нужно прикладывать минимальную силу. Следует ударять много, но несильно. Удары всегда наносятся с краев вмятины или деформации с постепенным переходом к центральной части дефекта элемента кузова.

- Финишная полировка. Следует проводить даже в тех случаях, если каких-либо сколов, царапин визуально заметить невозможно. Даже незначительные повреждения лакокрасочного покрытия в дальнейшем увеличиваются в размерах. И именно в этих местах появляются первичные признаки коррозии. Чтобы этого не допустить, нужно убрать все микроцарапины. Лучше всего для этого подходит «болгарка» с полировальным кругом. Если визуально царапин не видно, то используется без абразивная паста. Если заметны, то сперва с абразивом, а финишная шлифовка вообще осуществляется без пасты.
Совсем незначительные вмятины можно устранить и без последующей шлифовки. Но желательно то место, которое подвергалось обработке, затереть хотя бы восковой полиролью. Она заполняет собой все неровности на микроскопическом уровне, что предотвращает забивание микроцарапин грязью, влагой.

Если же есть сильные повреждения лакокрасочного покрытия, то оптимальным вариантом рихтовки будет применение споттера. Заменять его обычным сварочным аппаратом (полуавтоматом) — нельзя. Споттер работает как точечная сварка. То есть, создаёт единственную точку с электрической дугой. И место контакта в дальнейшем можно убрать обычной шлифовкой непосредственно перед покраской.
Есть умельцы, которые самостоятельно изготавливают споттер из небольшого трансформатора и медного жала (без острого конца). Но место контакта все равно в этом случае получится с более заметным дефектом. И его не следует применять в тех местах, где имеется оцинковка кузова.
Метод восстановления без покраски
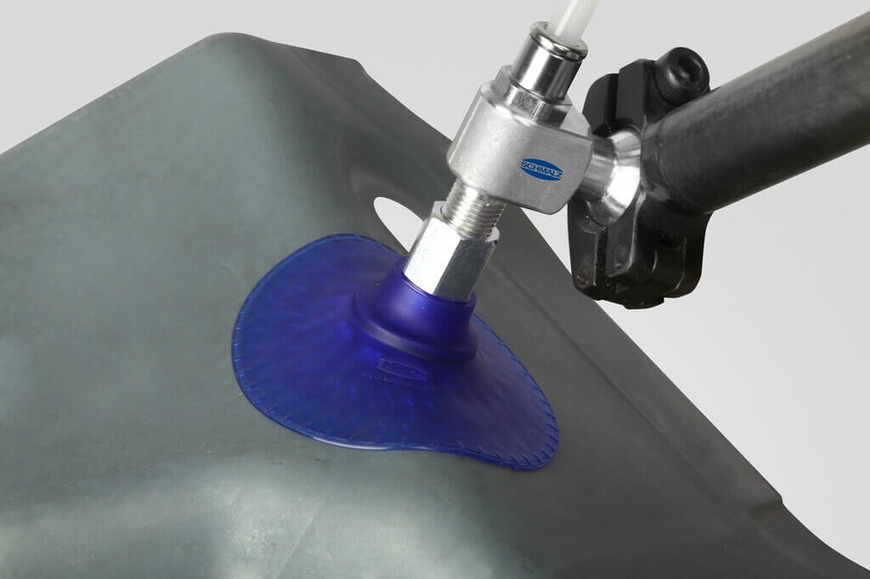
Речь идёт о восстановлении вмятин с помощью специальной вакуумной присоски. Её прикладывают к области дефекта, далее включают компрессор, откачивающий воздух, а далее просто «вытягивают» металл. В большинстве случаев он принимает свою первоначальную геометрию. Это так называемый эффект «памяти» металла после заводского изгиба.
Этот метод подойдет только для тех случаев, когда повреждения лакокрасочного покрытия нет.
Примеры:
- вмятина от «тупого» удара;
- деформация капота из-за удара по нему;
- вмятина на заднем крыле из-за неудачного въезда в гараж.
Но если имеется хотя бы одна незначительная трещина или скол, то он категорически противопоказан. Потому что это приведет к дальнейшему отшелушиванию ЛКП. И уже затем потребуется полноценная перекраска элемента кузова.

Для самых простых вмятин можно использовать ручные насосы для создания вакуума. Они устроены как обычный медицинский шприц, но большого размера и с присоской на конце. То есть, имеется колба с поршнем, которая соединена с присоской. Нужно её прижать к выравниваемой детали, далее — потянуть на себя ручку поршня и зафиксировать её (предусмотрена кнопка или специальный рычаг). А далее — резко потянуть на себя такой «вакууматор».
Такие устройства стоят недорого, в районе 500 – 1000 рублей. Но их поршень генерирует сравнительно невысокое отрицательное давление. Это означает, что с его помощью можно выровнять только самые простые вмятины, при которых не затрагивается геометрия краев детали.

Рихтование киянкой без последующей покраски деформированных элементов кузова тоже возможен. Лакокрасочные покрытия всех современных автомобилей идут с полимерной основой. А она:
- эластичная;
- выдерживает критическую нагрузку на разрыв;
- препятствует распространению разрывов на месте микроцарапин.
Исключением является лишь те автомобили, у которых используется покраска под серебристый металлик. В таких красках в качестве тонирующего элемента используется алюминиевая «крошка». И она располагается строго параллельно плоскости самого металла кузова.
Даже минимальное отклонение от первоначального легко будет заметно по отражению. Поэтому если требуется рихтовка автомобиля с окраской под серебристый металлик, то лучше заменить деталь полностью.
Восстановление алюминиевых деталей кузова
Ключевые правила, которые необходимо соблюдать при работе с алюминиевыми деталями кузова автомобиля:
- Рихтовка осуществляется только «изнутри». Так что деталь в большинстве случаев потребуется полностью снять с автомобиля, а также убрать подложку, шумоизоляцию, вспомогательные элементы.
- Споттер — не используется. Потому что при воздействии сварки на алюминий его с большой долей вероятности можно прожечь. А ещё у этого металла высокий коэффициент теплопередачи. Для прогрева вмятины потребуется много энергии, из-за чего лакокрасочное покрытие может потускнеть.
- Рихтовка чаще всего выполняется только молотками и киянками. И удары наносятся от центральной части деформации, с постепенным переходом к её краям. То есть, наоборот, а не как легированными сталями.
- Следует отдавать предпочтение холодному способу рихтовки. То есть, без разогревания элемента кузова. Это возможно только в том случае, если «холодный» метод оказался совсем неэффективным, а также после рихтовки потребуется полное перекрашивание детали.
- Для устранения незначительных вмятин вместо ударов молотка или киянки можно использовать выдавливание так называемыми «ложками». Но они используются вместе с поддержкой.
- У алюминия худший «эффект памяти». Так что прогревание не помогает восстановить первоначальную геометрию. В 99% случаев приходится использовать молотки и киянки, даже если основную часть вмятины удалось выпрямить с помощью вакуумной присоски.
В остальном же придерживаются тех самых правил, что и при «обычной» рихтовке кузова автомобиля. Нужно лишь помнить, что алюминий — более мягкий металл, нежели сталь. Поэтому требует к себе более бережного отношения. Все удары наносятся практически без прикладывания силы. А вот если имеются места разрыва металла, то потребуется полная замена детали. Потому что свариваемость алюминия — крайне низкая. Это сделать возможно, но прочность шва останется низкой, даже если использовалась сварка в инертной среде. В заводских условиях это делается точечно с помощью лазера. Естественно, в условиях домашнего гаража получить доступ к такому оборудованию невозможно.
Усадка на горячую
Этот метод используют в тех случаях, когда рихтовка «на холодную» не приносит должного результата и не позволяет восстановить первоначальную форму элемента кузова. Рекомендуется использовать либо газовую горелку, либо строительный фен.
Нагрев осуществляется до температуры в 150 – 200 градусов. Сам фен следует держать на расстоянии в 20 – 30 сантиметров от обрабатываемой поверхности кузова.

Обязательно не задерживать на одном месте, прогревать с помощью круговых действий, в противном случае можно обжечь лакокрасочное покрытие (оно после этого становится заметно темнее, нежели остальные участки кузова автомобиля).
После прогревания выполняют выравнивание с помощью киянки. Удары наносятся сперва с краев вмятины, постепенно переходя к центральной части. Во многих случаях даже самого нагрева будет достаточно для восстановления первоначальной геометрии детали с деформацией.
Данный метод основан на физическом свойстве тел расширяться при нагреве. Это приводит к тому, что внутреннее давление металла на изгибах увеличивается. А далее задействуется тот самый «эффект памяти формы».
При рихтовке «на горячую» нужно соблюдать следующие дополнительные правила:
- С прогреваемых деталей обязательно снимать всю обшивку, шумоизоляцию, пластиковые детали. Все они не рассчитаны до нагрева даже в 100 градусов по Цельсию.
- Рекомендуется использовать поддержку. Выбирается плоскость с меньшей выпуклостью, нежели сама вмятина. Например, если выполняется выравнивание заднего крыла в верхней части, то поддержку устанавливать следует с одного из боков вмятины. Главное — чтобы изгиб там, где находится поддержка, была меньшей.
- Вместо строительного фена лучше использовать ацетиленовую горелку непосредственно для работ по рихтовке кузова. Такие продаются в специализированных магазинах с гаражными инструментами. В комплекте там идут насадки для горелки под разную толщину металла. Естественно, нужно подбирать индивидуально под имеющийся автомобиль (замер толщины можно выполнить с помощью штангенциркуля).
- Не остужать металл, если он раскален до красна! Нужно подождать, когда краснота самостоятельно исчезнет. Ещё лучше — всегда давать металлу остывать без посторонней помощи.
- Если вмятина обширная, то прогревать нужно небольшую область вмятины. Максимальный диаметр — 25 миллиметров. Большие по размеру вмятины рихтовать нужно поэтапно. Начиная от центра и постепенно переходя к краям деформации.
- Растянутый металл рихтовать «на горячую» — нельзя. Требуется выполнить хотя бы черновое его выправление с помощью молотов, киянки.
- Не нагревать для усадки саму вмятину. Прогрев в этом случае осуществляется только по периметру, первоначально можно даже без поддержки.
- Не следует перегревать обрабатываемые участки металла. Превышение температуры в 250 градусов никак не упростит проведение рихтовки кузова. Но при этом может потускнеть слой лака. В помещении это не особо заметно, а вот под солнечными лучами пятно заметить несложно.
После завершения усадки и остывания металла может потребоваться дополнительная рихтовка киянкой. И в этом случае поддержку нужно использовать обязательно!
Рихтовка двери

Один из самых частых ремонтов — это именно рихтовка двери. И это одновременно самый сложный элемент кузова для выравнивания из-за большого количества линий, которые нужно соблюсти для сохранения геометрии. По сути, требуется комбинировать все вышеописанные методы рихтовки.
Общий порядок следующий:
- Снятие дверцы. Следует делать во всех случаях, так как «на весу» все восстановительные работы выполнить попросту невозможно. А ещё даже из-за незначительных ударов можно повредить петли, на которых дверь держится. И уже тогда придется менять в том числе и их, а это сложная и дорогостоящая работа.

- Черновое выравнивание с помощью молотка. Это потребуется, если есть признаки повреждения лакокрасочного покрытия, то есть, дверь в дальнейшем обязательно будет перекрашена.
- Устранение заломов. Выполняется простыми ударами молотка изнутри двери. Естественно, потребуется снять всю обшивку, звукоизоляцию, извлечь стекло и механизм подъемника.

- Выравнивание вмятин. Сперва делается «на холодную». Если достичь нужного результата не удается, то тогда — «на горячую».
- Покраска и шлифовка (если требуются).
С первого раза полностью восстановить геометрию двери — не удается. Так что нужно быть готовым к тому, что её потребуется повторно снимать. Возможно даже не один раз, а несколько. Рихтовку выполняют до тех пор, пока визуально не будет заметно каких-либо деформаций и дверь замком защелкиваются без особого усилия.
Другие технологии рихтовки кузова
Существует множество других методов рихтовки кузова, которые преимущественно используются в специализированных сервисных центрах. Для устранения деформаций своими руками в гаражных условиях они в большинстве случаев не подходят. Самые распространенные методики:
- Выравнивание PDR. Задействуются различные крюки для вытягивания, а также инфракрасные нагреватели, которые позволяют выполнять равномерную усадку по всей плоскости вмятины или выпуклости. Метод задействуется только на полностью снятых элементах кузова.

- Выравнивание с помощью клеевых составов. По сути, это аналог споттера. Но здесь вместо сварки просто приклеивают рычаг с помощью двухкомпонентного клея. Затем — вытягивают металл или вмятину. Клей после этого размягчается с помощью растворителя. Главное преимущество этого метода — это отсутствие следов от сварки, как при использовании споттера. Но и для сложных деформаций он не подойдет. Потому что даже самые современные клеевые составы по устойчивости к срыву уступают полноценной сварке.

- Выравнивание отбойником из фторопласта. Используется при восстановлении сложной геометрии тонкого металла. Фторопласт — крайне эластичный и мягкий материал. Поэтому с его помощью повредить металл попросту невозможно. А ещё есть пластины из фторопласта, которым после нагрева можно задать практически любую форму. Их задействуют для поддержки.
- Рихтовка с помощью мини-лифтера. Вариант для тех повреждений, когда нет нарушения целостности лакокрасочного покрытия. Позволяет в кратчайшие сроки быстро убрать множество небольших вмятин как на плоских поверхностях, так и с изгибами. Инструмент стоит недорого, но требует специальной сноровки при работе. Кстати, мини-лифтера активно также задействуются при рихтовке методом PDR.
- Исправление магнитом. А это один из тех способов, который можно на практике использовать даже в домашних условиях. Потребуется только неодимовый массивный магнит. Его обязательно нужно обмотать либо малярным скотчем, либо какой-нибудь тканью, чтобы не оставит царапин на лакокрасочном покрытии. Не подходит для тех случаев, когда необходимо восстановить деталь со шпаклевкой.

Это все методы, которые используются на практике для рихтовки металла. Если же никакой из вышеописанных методов не позволяет восстановить геометрию деформированной детали, то уже тогда принимаются за сварку и шпаклевку.
Но нужно понимать, что это позволит устранить только визуальный дефект. Сама же геометрия останется нарушенной, восстановить её до первоначального состояния не получится. А это угроза и безопасности водителя, пассажиров при ДТП. Да и шпаклевка уже через 1 – 2 года даже бережного отношения к авто начинает покрываться трещинами. И металл от возможной коррозии она совсем не защищает.
Фото рихтовки авто
Повреждение задней части и крыла легкового автомобиля.
- Выполнено выравнивание геометрии изнутри (без снятия деталей).
- Затем — ручная рихтовка холодным методом.
- Также понадобилась частичная перекраска, так как при получении вмятины сформировался большой скол в нижней части (в месте контакта).
- Перекраска — частичная, а не полная. Понадобилось зачистить место с деформацией вплоть до металла, далее по коду подобрать краску и нанести в 3 слоя с помощью краскопульта. Работы произведены в специализированной автомастерской.

Повреждение задней двери без изменения её геометрии. Замок срабатывал корректно, никаких защемлений по периметру не было.
- Для черновой рихтовки дверь полностью сняли, убрали обшивку, выдавили ложкой.
- Методом PDR уже на весу избавились от всех остальных дефектов.
Главная сложность такого повреждения — это наличие нескольких мест продавливания. И в нижней части все же имелся небольшой сдвиг зазора, но всего в 2 – 3 миллиметра. От этого избавиться удалось через вытягивание металла.

Рихтовка — это сложный комплекс работ по восстановлению первоначальной формы и геометрии элементов кузова. Методов проведения таких работа на сегодня разработано множество, каждый из них имеет свои преимущества и недостатки. И здесь самое главное — это не инструментарий, которые используется для выравнивания. А опытность мастера, который разбирается в принципах сжатия и «выдавливания» изогнутого металла. В домашних же условиях правка кузова возможна только в самых простых ситуациях, когда геометрия детали не особо нарушена, а ещё нет признаков существенного повреждения лакокрасочного покрытия, при котором потребуется полная перекраска.
Рихтовка кузова авто своими руками — от А до Я
Даже самый опытный водитель не застрахован от повреждений корпуса своего автомобиля. Неудачная парковка, плотный поток машин или ДТП могут стать причиной деформации кузова транспортного средства. Для исправления данной ситуации существует специальный вид ремонтных работ – рихтовка кузова.

Что такое рихтовка кузова
Рихтовка – это вид кузовных ремонтных работ, направленный на корректировку механически поврежденных частей кузова, удаление вмятин, восстановление геометрии и придание им первоначального вида.
Металл кузовных деталей имеет три основные характеристики: упругость, жесткость и пластичность. Упругость означает способность возвращаться в первоначальное состояние при снятии напряжения. Пластичность – то самое качество, благодаря которому металлу можно придать необходимую форму. При превышении силы воздействия на металл, то есть при преодолении допустимой границы его упругости, происходит деформация его молекул. В дальнейшем место данной деформации не способно само вернуться в исходное состояние. На заводе во время штамповки металл получает подобное упрочнение для удержания нужных линий и форм. Это свойство называется жесткостью.
Чтобы правильно оценить объем предстоящих работ, нужно знать характеристики повреждения материала. Существуют прямое и непрямое повреждение металла. При прямом повреждении нанесенный урон может повредить лакокрасочное покрытие или разорвать металл в месте удара. При непрямом происходит деформация области, прилегающей к месту удара. В некоторых случаях она может находиться на некотором расстоянии от области прямого урона.
При выборе способа восстановления учитывается местоположение повреждения и его доступной с внутренней стороны. При открытом доступе используются одни лишь молоток и поддержка. Если область удара расположена неудобно для ремонтных манипуляций, могут быть использованы вакуумная присоска, споттер, клеевая система для вытягивания и последующей корректировки.
Главным принципом в ремонте кузовных является его простота. При возможности лучше не использовать специальное оборудование, чтобы не подвергать металл лишнему воздействию. В настоящее время для деталей используют тонкий и упругий сплав, что позволяет корректировать небольшие вмятины одной лишь ручной силой.
Основные этапы рихтовки

Данные работы направлены преимущественно на само место удара. Прилегающие зоны, благодаря характеристикам сплава, самостоятельно вернутся в прежнее состояние. Такое положение вещей является наиболее рациональным и грамотным. Если подойти к вопросу без тщательного анализа, есть риск нанести больший урон, который впоследствии выльется в крупную сумму.
Разумно поделить грядущие работы на три этапа:
- диагностика и анализ поврежденной области;
- черновое восстановление формы;
- «полировка» до намеченной цели.
Чтобы грамотно провести первый этап ремонта лучше расписать его на ключевые моменты:
- Необходимо грамотно оценить область повреждения и условия, при которых была получена деформация;
- Выявить направление, из которого произошел залом или вмятина;
- Найти место начала деформации – откуда началось столкновение с препятствием;
- Составить план устранения нанесенного урона в обратной последовательности его получению.
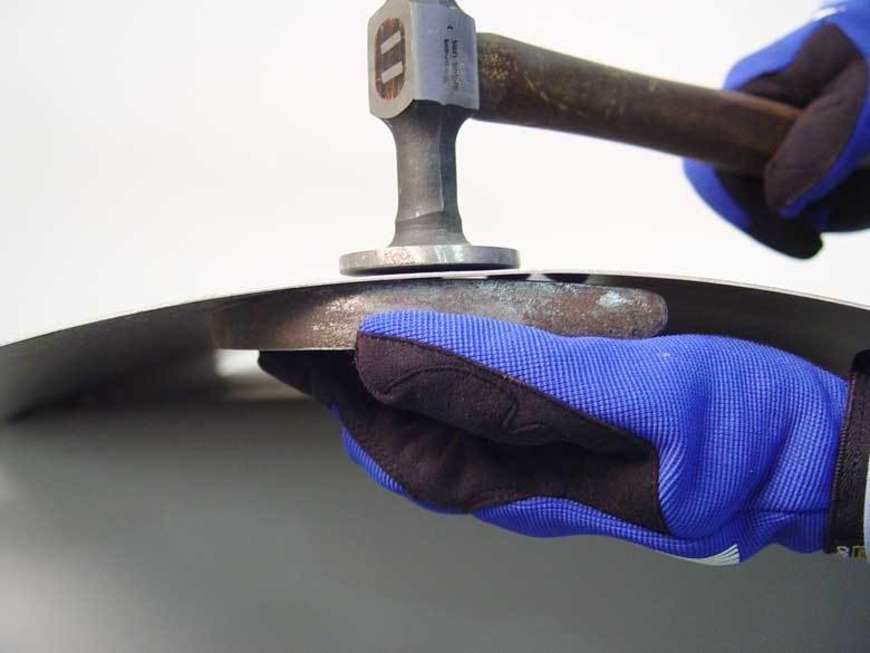
При обследовании зоны поражения лучше использовать тактильный способ. Всей ладонью необходимо провести по участку металла, поскольку одни лишь пальцы не смогут составить точную картину нанесенной деформации. Для усиления тактильных ощущений можно надеть перчатки из материи. Также для выявления неровностей прикладывают линейку и напильник. После удаления краски с краев вмятины будет легче определить ее размеры и контуры.
Второй этап направлен на выправление основных вмятин, заломов для возвращения первоначальной формы детали. Не рекомендуется в процессе этих работ заострять внимание на каком-то одном месте. Стоит постепенно возвращать форму, делая несколько заходов по всей поверхности. Выправляя вмятины, попутно простукиваются граничащие с поврежденной областью места. С обратной стороны можно использовать деревянный брус или специальную подушку. Мелкие недочеты и неровности будут устраняться во время финишной рихтовки.
Заключительный этап является, по сути, косметическим и своей целью имеет устранение оставшихся недочетов. Для выявления погрешностей используют брусок с шлифовальной бумагой с крупной зернистостью и специальное проявляющее средство. Лишь после тщательной обработки допустимо переходить к грунтовке и покраске.
Инструменты для рихтовки

Основным устройством, позволяющим качественно и комфортно выполнить кузовные работы, является стапель. Это приспособление может быть:
- платформенным – пятиметровая платформа с подъемным механизмом и струбцинами позволяет не только выправлять вмятины, но и выступить в роли подъемника;
- напольным – выполнен в виде рельс, прикрепленных к полу и соединенных с тяговым механизмов, обладает грузоподъемностью в десять тонн и управляется дистанционно;
- рамным – более компактный по сравнению с напольным, вытягивает кузов посредством рамы с грузоподъемностью в 4-7 тонн.
Для простукивания небольших деталей используют споттер. Действует он на принципе работы обратного молотка, достаточно компактный и хорошо зарекомендовал себя в быстром устранении дефектов капота, порогов, крыльев и самого кузова, позволяя не разбирать авто. Зачастую он используется для рихтовки своими руками. Однако, при покупке данного инструмента нужно учитывать характер повреждения.
Самые простые и ходовые инструменты – молоток и киянка. Рихтовочные молотки делятся на несколько видов в зависимости от использования:
- молоток для выправления средних повреждений;
- экземпляр для устранения более деликатных вмятин;
- инерционный молоток для устранения криволинейных деформаций и неровностей;
- фланцевый позволяет соединять и разделять фланцевые изломы;
- киянка – небольшой молоток, изготовленный из кожи, дерева, резины, зачастую дополненный бойком – съемным ударником;
- при вытягивании вмятины приваривают обратный молоток через отверстие в кузове; данная работа достаточно тонкая, поскольку выправление происходит за счет простукивания грузиком и перемещению молотка вдоль полотна.
Для размещения поврежденных деталей алюминиевых или иных сплавов и удержания используются наковальни и поддержки. При самостоятельном ремонте также будут полезны напильник, шлифовальный инструмент или его аналог – наждачный круг. Помимо этого, существуют разнообразные ударные приборы:
- монтировка;
- вакуумные присоски, позволяющие произвести вытягивание вмятины без последующей покраски;
- гладилки-молотки;
- молоток с насечками;
- прибор для работ по пластику – комплект из строительного фена, воздушного и электрического паяльников, термопистолета поможет завершить финишную рихтовку.
Также в процессе монтажа могут пригодиться и другие инструменты. В сервисах часто используют разнообразные металлические крюки диаметром 1-1,2 см, так называемые ложки для работы в труднодоступных местах. В таких случаях еще применяются пневматические молотки.
При нехватке одной лишь силы рихтовщика в ход идет рычаг. Каким бы ни был характер повреждения, самым ходовым инструментом остается молоток. Однако, в некоторых случаях нельзя обойтись без комплекта зажимов. В наборе часто идет три наименования с шурупами для надежной фиксации на полотне.
При всем разнообразии рихтовочных инструментов необходимо помнить вышесказанное правило – не использовать без крайней надобности сложные приборы.
Технологии рихтовки

Условно все виды проводимых работ по устранению деформаций можно разделить на 4 класса:
Классическая (обычная) рихтовка
Предполагает использование молотков, рычагов, домкратов, ложек, зажимов, в редких случаях – контактной сварки. Направлена на исправление локальных повреждений кузова. Производится нанесением частых ударов молотками, разглаживанием фасонными плитками, выдавливанием крюками, ложками и использованием других приемов.
Вакуумная рихтовка
Ее использование возможно при отсутствии острых краев у вмятин и целостности ЛКП. Повреждения такого характера появляются после ненамеренного контакта с частями тела. Чтобы выправить подобного рода дефект достаточно поместить на обезжиренную и мокрую поверхность вакуумную присоску, а затем резко потянуть на себя. Если повреждение совсем небольшое, будет достаточно и бытовой присоски (от зеркала заднего вида или органайзера). Самое главное в этом методе – найти место наибольшего напряжения. Преимущество данной рихтовки – не нужен демонтаж детали, ЛКП остается неповрежденным, занимает мало времени.
Горячая рихтовка
Чаще всего используется газовая горелка для того, чтобы размягчить деталь. Ее использование рекомендовано только в крайних случаях, либо в руках специалиста. Более безопасной альтернативой является применение строительного фена.
Использование споттера
На поврежденный участок устанавливаются части крепления с помощью контактной сварки. Через воздействие на них и происходит выравнивание. Неоспоримыми плюсами являются:
- быстрота нагрева, не позволяющая металлу прогореть;
- отсутствие искр, шлака и окалин;
- многоразовость крепежных элементов;
- точность и быстрота работ;
- возможность поверхностной работы без необходимости демонтажа детали.
Сам прибор оно из дешевых, потому в кустарных условиях создаются аналоги на основе сварочных аппаратов, подручных средств или микроволновок.
Самостоятельно проводить подобные работы можно при незначительности полученных дефектов. В более серьезных случаях стоит обратиться в сервис, чтобы не получить еще большие расходы.
Рихтовка своими руками

В этой статье рассмотрим как осуществляется рихтовка своими руками. Подробно разберём структуру повреждений, этапы, принципы и приёмы рихтовки, а также классические рихтовочные инструменты и их применение. Основные принципы рихтовки могут пригодиться и при применении споттера с вытягивающими устройствами. В конце статьи рассмотрим примеры правильного и неправильного устранения деформации кузовной панели.
Можете также прочитать статьи о выравнивании и вытягивании кузова автомобиля, где также рассматриваются методы устранения аварийных повреждений.
Содержание статьи:
Итак, начнём с теории.
Можно выделить три характеристики листового металла:
- Пластичность
- Эластичность (упругость)
- Жёсткость (наклёп)
Пластичность позволяет металлу менять свою форму при приложении достаточной силы. Это то же самое свойство, которое позволяет отштамповать металл в любую кузовную панель.
Упругость – это свойство металла, которое позволяет ему восстанавливаться до оригинальной формы, после устранения напряжения.
Жёсткость лист металла получает при штамповке на заводе. Это можно назвать «памятью». Происходит наклёп отдельных зон, которые и придают форму кузовной панели. Металл получает внутренние напряжения.

В местах с пластической деформацией молекулы металла уплотняются и изменяют свою структуру. Требуется ослабление этих зон, чтобы вернуть металлу первоначальную форму.
Металл кузовной панели, который не был растянут или смещён, имеет тенденцию возвращаться в своё изначальное положение. В этом случае он не гнётся дальше, чем ему позволяет его упругость. Однако, если металл погнулся дальше своей упругости, то молекулы в месте сгиба деформируются и уплотняются, и из такой позиции металл не возвращается сам. Металл в этой зоне становится жестче и сопротивляется выравниванию. Происходит деформационное упрочнение детали (наклёп).
Металл с упругой деформацией восстанавливается после прекращения воздействия. Пластическая же деформация остаётся неизменной после исчезновения воздействия. Нужно выправлять зоны с пластической, а упругая деформация возвратится сама, так как она удерживается только за счёт пластической деформации.
Кузовные панели состоят из трёх базовых форм: сильно выпуклые, средне выпуклые и слабо выпуклые. Также могут иметь комбинацию изгибов (выпуклостей) и рёбра жёсткости. Выпуклость панели влияет на то, как металл отреагирует на удар. Удар по слабо выпуклой панели сдвигает металл внутрь, сокращая его (становится короче). Сильно выпуклая панель при ударе формирует изгибы (возвышенности) по краям вмятины. Более подробно об этом можете прочитать здесь.
Прямое и второстепенное повреждение
Можно разделить прямое и непрямое (второстепенное) повреждение. Прямым повреждением является область кузовной панели, которая была в непосредственном контакте с объектом, который вызвал повреждение. Это место может иметь нарушение целостности лакокрасочного покрытия или разрыв металла.
Непрямое повреждение имеет погнутый и искажённый металл, расположенный в области, прилегающей к прямому повреждению. Иногда второстепенная деформация может располагаться в нескольких десятков сантиметров от зоны прямого повреждения. Его сложно полностью определить и проанализировать.
При восстановлении повреждения, метод ремонта определяется возможностью доступа к повреждению с обратной стороны кузовной панели. Если есть доступ с обеих сторон повреждения, то используется метод рихтовки при помощи молотка и поддержки. Если есть доступ только с одной стороны, то применяются другие техники ремонта, такие как вытягивание при помощи споттера, при помощи клеевой системы или вакуумной присоски.
При ремонте повреждений нужно стараться выбирать наиболее лёгкий путь. Даже если Вы имеете специальное оборудование, то это не значит, что его нужно везде и всегда применять. По возможности, применяйте простые инструменты, а при необходимости, включайте в работу более сложные. Иногда вмятину можно выдавить с обратной стороны рукой, без какого- либо инструмента. Нужно помнить, что сейчас автопроизводители используют достаточно тонкий металл при производстве кузовных панелей, поэтому не требуется больших усилий, чтобы восстановить деформацию.
Инструменты для рихтовки
Рассмотрим классические инструменты для рихтовки повреждённого металла кузова, которые по-прежнему применяются в кузовном ремонте. Молоток/гладилка и поддержка являются базовыми инструментами для работы с повреждёнными кузовными панелями.
Рихтовочные молотки
Молотки могут быть разных размеров, форм и иметь разный вес. Ударные головки обычно круглой или квадратной формы. Также есть молотки, с другой стороны бойка которых острая ударная головка. Он используется на финишной стадии без поддержки. Острой частью можно убрать небольшую возвышенность или выправить небольшую ямку, после чего уже применить плоскую часть бойка с поддержкой для окончательного выравнивания.

Также есть молотки с ударными головками, имеющими зубцы, предназначенные для усадки растянутого металла. Ручки молотков изготавливают из дерева или стеклопластика.
Молоток обычно применяется для выправления небольших вмятин и возвышенностей. Нужно уметь простукивать нужные области, в нужное время и с нужным усилием. Рихтовочные молотки имеют немного выпуклый боёк (почти плоский). Это нужно, чтобы его края не касались и не повреждали металл панели при рихтовке.
Удары, используемые при рихтовании молотком с поддержкой, не должны делаться с усилием, как при забивании гвоздей. Они должны быть лёгкими, скользящими, ритмичными. Молоток нужно держать свободно и при ударе двигать запястьем. Опытный рихтовщик делает примерно 120 лёгких ударов молотком в минуту в одинаковом ритме. Молоток отскакивает и запястье поднимает молоток для совершения следующего удара. Пальцы контролируют молоток в начале и в конце удара. При движении бойка молотка вниз и вверх, конец его ручки совершает движение по короткой дуге. Рука расслаблена, но готова крепко схватить ручку молотка после его отскока.
Правильные движения молотком требуют определённого навыка. Молоток должен быть сбалансирован. Несбалансированный молоток будет отскакивать, беспорядочно смещаясь в разные стороны от цели удара. Такой молоток придётся держать крепко в течение всего удара и не получиться делать лёгкие удары. К тому же не получиться соблюдать ритм повторяющихся движений.
Кузовные ложки, гладилки

Кузовные ложки, как и любой рихтовочный инструмент, бывают разных форм и размеров. В зависимости от формы, кузовная ложка может применяться как рычаг, для выравливания вмятины с обратной стороны панели, как поддержка (в труднодоступных местах), а также вместе молотка (гладилка) и вместе с молотком, для распределения удара на большую площадь.
Гладилку можно использовать несколькими способами. При использовании с поддержкой, имеющей насечки, гладилка может осаживать металл.

Гладилкой хорошо работать на относительно плоских поверхностях. Она не растягивает металл, поэтому удары можно наносить сильнее, чем молотком. Гладилка ещё хороша тем, что она, благодаря своей площади, может одновременно «поднимать» вмятину и простукивать возвышенности вокруг этой вмятины.
Складки на металле в местах, где невозможно использовать молоток вместе с поддержкой, могут исправляться методом “молотком через гладилку” (см. рисунок). Гладилка рассеивает удары, распределяя их на большую площадь. Она помещается поверх жёстких возвышенностей и простукивается до момента, когда напряжение металла ослабнет.
Поддержки
Хорошие поддержки сделаны из кованного железа. Дешёвые могут быть сделаны из чугуна. Для универсальности, каждая поддержка может состоять из нескольких выпуклостей для соответствия разным контурам кузовных панелей.
При выправлении вмятины поддержка удерживается с обратной стороны панели с давлением, создаваемым рукой рихтовщика. При простукивании возвышенности, поддержка удерживается свободно, без давления.
Поддержка должна иметь форму, соответствующую изгибу ремонтируемой панели. Нужно простукивать возвышенности вокруг вмятины. Каждый последующий удар должен перекрывать предыдущий удар на половину диаметра ударной головки молотка. Так можно выправлять вмятину от периферии к центу.
Слишком сильные удары по поддержке через металл панели могут сделать его тоньше и растянуть.
Поддержка общего назначения может использоваться для грубого первоначального выправления повреждения (так как тяжёлая и имеет соответствующую большую закруглённую часть). Её применяют в разных местах, так как она имеет поверхности с разными изгибами и углами.

Основные виды поддержек. Слева направо: поддержка общего назначения, поддержка “каблук”, поддержка “запятая” (клин).
Поддержка в виде каблука имеет плоскую часть и слабо выпуклую. Такую поддержку удобно применять при выравнивании фланцев, а также на плоских и слабовыпуклых поверхностях. Её часто применяют при рихтовке дверей.
Поддержка в виде запятой (или клина) может применяться при рихтовке слабовыпуклых и сильно выпуклых панелей, а также в местах, куда другую поддержку невозможно поместить. Её можно легко просунуть и удерживать между усилителями.
Кузовной напильник
Кузовной напильник может использоваться на начальной стадии ремонта, для определения структуры повреждения, а также на завершающей стадии выравнивания металла. Рабочая часть сделана из очень прочной стали и имеет зазубрины. Держатель напильника имеет две ручки и винтовую стяжку для регулировки изгиба напильника. В зависимости от изгиба, уменьшается или увеличивается рабочая площадь напильника для удобства использования в разных местах панелей. Кузовные напильники бывают разных размеров, форм и могут иметь разное количество и конфигурацию зубцов. Менее грубые напильники могут использоваться на алюминиевых кузовных панелях.

Кузовной напильник может:
- Проявлять структуру повреждения на начальной стадии ремонта.
- Выявлять мелкие углубления и возвышенности при финишной рихтовки кузовной панели.
- Срезать небольшие возвышенности.
- Применяться на завершающей стадии выравнивания, когда используется тонкий слой шпаклёвки.
- Выравнивать сварочные швы.
- Обрабатывать поверхность после лужения и нанесения припоя на кузов (см. статью “лужение и пайка кузова автомобиля”).

Режущая часть зубцов должна быть направлена наружу, от мастера, держащего напильник. Напильник должен проделывать длинные проходы по всей длине панели. Если напильник застревает во время движения, то нужно ослабить нажим. Движения делаются только от себя, после сделанного прохода напильник нужно поднять и возвратить в исходное положение для выполнения нового прохода.
Сменные полотна могут иметь зубцы разного размера и расположенные с разной плотностью. Так, при финишной обработки, хороший напильник может подготавливать поверхность, даже не оставляя царапин. Это связано, как с размером и плотностью расположения зубцов, так и с их формой.


Напильник срезает металл, поэтому обработка не может быть многократной. Напильником нужно обрабатывать поверхность, двигая его от себя и немного боком (наискосок, 15–20 градусов). При движении напильника, его прижимную силу нужно смещать с передней части к задней. Получается, что он как бы качается. Нужно менять направления движения напильника, то есть двигать попеременно крест накрест.
Для выявления неровностей, вместо кузовного напильника можно использовать крупнозернистую шлифовальную бумагу на бруске или на орбитальной шлифовальной машинке. Принцип тот же. Нужно отшлифовать рихтуемую поверхность. Ямки будут не задеты абразивом, а выступы будут отшлифованы сильнее, чем вся поверхность, и будут иметь неотшлифованные области вокруг них. Если возвышенности совсем не высокие, то они отшлифуются и эта область панели примет нужный контур. При применении шлифовальной машинки, она должна двигаться медленно и равномерно, но не слишком медленно, чтобы не нагревать металл. При быстром движении абразив не будет успевать нормально шлифовать.
Шлифование крупным абразивом, как и обработка напильником, истончает металл панели, поэтому не должно применяться много раз на одной и той же детали кузова. Для обнаружения неровностей и шлифования мелких возвышенностей может использоваться шлифовальная машинка с абразивом P36-P80 . Машинку нужно двигать медленно, каждый её проход должен перекрывать предыдущий на 50%. На «голом» металле лучше всего использовать шлифовальные круги на основе абразива оксида алюминия, так как он наиболее прочный и износостойкий и обычно применяется для шлифования сплавов металла.
Надувные подушки и вакуумные присоски
Специальные надувные подушки используются с обратной стороны повреждённых панелей, для выдавливания вмятин большого размера. Они могут использоваться внутри дверей, задних крыльев и других панелей.
Вакуумная присоска может использоваться для вытягивания плавных вмятин. Она может иметь ручку или быть в составе молотка обратного действия.
Рихтовка кузова автомобиля. Этапы ремонта
Как было сказано ранее, грамотная процедура ремонта деформированной панели представляет собой выправление только тех мест, которые получили пластическую деформацию. Относительно не повреждённые прилегающие зоны после этого возвратятся в первоначальное состояние самостоятельно. Такой метод требует немного усилий и мало действий.
Можно также воздействовать на обратную сторону повреждения тяжёлым молотком или другим тяжёлым инструментом. Повреждение выдавливается или выстукивается грубо, без каких-либо специальных правил. При использовании такого метода могут возникать дополнительные повреждения и растянутость металла, которые требуется в дальнейшем устранять.
Более предпочтителен именно вдумчивый, грамотный подход к ремонту.
Грамотный ремонт повреждения включает в себя три стадии:
- анализирование повреждения,
- правка на черновую (восстановление формы),
- правка на чистовую (финишная).
Рассмотрим эти этапы подробно:

- Анализ повреждения является первой и наиболее значимой стадией, так как от правильного определения зон деформации, куда нужно приложить усилие, зависит быстрота процесса и конечный результат. Процедура выправления повреждения должна опираться на этот анализ. Нужно понимать в какой последовательности произошла деформация. Нужно определить направление, из которого панель получила деформацию и определить какой залом или складка образовались последними, какие перед этим и так далее вплоть до места, которое получило первый прямой контакт с препятствием. Далее нужно определить план действий по устранению деформации в порядке, противоположном их возникновению. Некоторые повреждения могли образоваться одновременно и нужно это учитывать. Процесс восстановления не должен создавать дополнительных повреждений. Таким образом, потратив некоторое время на анализирование структуры неровностей и обдумывание порядка восстановления, работа выполняется гораздо легче и быстрее, кроме того, становится более интересной. Приложение линейки ребром поможет понять глубину вмятины.
При анализе, повреждённую панель можно прощупать рукой. Обычно для этого используют левую руку. Нужно двигать всей ладонью вдоль панели. Только пальцы не смогут прочувствовать, какого рода неровность перед вами. Иногда мастера надевают матерчатые перчатки, так как в них легче прочувствовать форму металла. Степень неровности можно определить, прикладывая линейку ребром к панели. Кузовной напильник также может применяться для быстрого определения структуры повреждения. После обработки напильником, срезанная краска на краях вмятины выявит её фору и размер.
- В результате грубой рихтовки выправляются рёбра жёсткости, заломы, большие вмятины и кузовная панель принимает свою оригинальную форму. На этом этапе не нужно зацикливаться на одном единственном месте, необходимо делать несколько проходов по всей панели, постепенно выравнивая её. Нужно ослаблять напряжённые области, полученные при ударе, и препятствующие возвращению металла в его первоначальное состояние. Несколько лёгких ударов в нужное место более эффективны, чем один или два сильных удара. Вмятины выправляются и одновременно простукиваются возвышенности и складки окружающей её области. Здесь часто применяется метод «молоток вне поддержки», который будет рассмотрен ниже. Можно использовать молоток и деревянный брусок или специальную надувную подушку, для воздействия с обратной стороны повреждения. Незначительные неровности на этом этапе по-прежнему остаются, они не должны отвлекать рихтовщика. Главная задача этого этапа – вернуть основную форму деформированной кузовной панели. Усадка растянутого металла (об этом ниже) и, при необходимости, заваривание разрывов также относится к этой стадии ремонта панели.
- Во время финишной рихтовки убираются мелкие неровности, и панель окончательно выравнивается. Повреждённый металл может быть отрихтован очень качественно, так, что будет достаточно только нанести наполняющий грунт, обработать его и красить. Для этого нужно набраться терпения, делать всё последовательно, без спешки и лишних усилий. На этом этапе применяется кузовной напильник, о котором было написано выше. Также здесь применяется метод рихтовки «молоток на поддержке» (см. ниже). На этом этапе можно использовать специальное проявляющее покрытие. Далее нужно сделать несколько проходов бруском с крупнозернистой шлифовальной бумагой. Это выявит неровности, которые сложно заметить. Потом нужно выправить оставшиеся углубления. После выполнения такой процедуры, нужно снова нанести проявочное средство и повторить шлифование. Таким образом, поверхность панели можно полностью выровнять. После этого кузовная панель подготавливается к грунтованию и покраске.
Методы рихтовки
Техника «молоток вне поддержки»
В этой технике молоток должен иметь небольшое расстояние (смещение) от поддержки. Поддержка давит на центр углубления на металле, в то время как Вы продолжаете простукивать возвышенности вокруг вмятины. Таким образом, возвышенности опускаются, а углубления поднимаются при каждом отскакивании поддержки. В большинстве случаев при грубой рихтовке нужно применять метод «молоток вне поддержки». Он используется при устранении большинства вмятин.
По возможности нужно всегда использовать гладилку вместо молотка. Гладилка больше прощает удары с неправильным усилием при рихтовке.
Гладилка и поддержка в этом методе не контактируют друг с другом. Этот метод хорошо подходит в ситуации, когда металл не получив значительного повреждения, может быть немного перенаправлен незначительным усилием для восстановления первоначальной формы. Методика «молоток вне поддержки» используется для поднятия углублений и возвышенностей одновременно. Эта методика применяется в основном на слабовыпуклых или плоских панелях, где металл достаточно податливый, в отличие от сильновыпуклых панелей.

Техника «молоток на поддержке»
Может применяться как для опускания возвышенностей, так и для выправления небольших вмятин. В этой технике нужно расположить поддержку прямо напротив повреждения. Молотком нужно не сильно простукивать металл, расположенный над поддержкой. При сильных ударах есть опасность растянуть рихтуемый металл. Нужно постоянно проверять металл прощупыванием, после чего продолжать рихтование до полного выправления повреждения. По возможности применяйте вместо молотка гладилку. Большое преимущество гладилки над молотком заключается в том, что она воздействует на большую площадь за один раз и удар распределяется более равномерно, чем удар молотком. Как было написано выше, гладилка хороша тем, что, благодаря своей площади, может одновременно поднимать углубления и опускать возвышенности на рихтуемом участке. При простукивании вмятины, нажимайте на металл поддержкой с достаточной силой. Если не надавливать с правильным усилием, то можно только увеличить повреждение. При простукивании возвышенности поддержку нужно держать наоборот свободно, без усилия.

Показано отскакивающее действие поддержки после удара молотка при выправлении вмятины.
Метод «молоток на поддержке» применяется при чистовой (финишной) правке. Также этот метод очень эффективен при выравнивании краёв панели.
Настоятельно рекомендуется, чтобы обратная сторона повреждённой панели была чистой, иначе это отразиться на качестве рихтовки. Поддержка должна быть правильно выбрана по форме. Слишком выпуклая форма поддержки сделает панель более выпуклой, а плоская – плоской.
При применении молотка с поддержкой должна быть развита координация. Поддержка должна находиться непосредственно под молотком.
Выправление вмятины молотком с острым бойком
Иногда, для выправления вмятины, можно применять молоток с острым бойком без поддержки. Такую технику нужно использовать очень осторожно, так как можно только усугубить повреждение. Идея заключается в том, чтобы поднять вмятину серией хорошо поставленных ударов молотком с острым бойком с обратной стороны панели. Вмятина должна выправляться не до конца. Вместе с поднятием вмятины получаются острые возвышенности от молотка, которые потом убираются дополнительным выравниванием. Неразумное применение такой техники может значительно растянуть металл и не дать удовлетворительного результата.
Усадка растянутого металла
Растянутый металл, после устранения деформации, будет значительно выше остальной поверхности, а также будет ослаблен и нестабилен. Его нельзя простучать молотком и опустить ниже, так как для него нет места. Он либо уйдёт целиком в противоположную сторону, либо снова обратно (хлопун). Если деформация была устранена в правильном порядке, правильными инструментами и с правильным усилием, то растянутый металл может быть только в зоне прямого повреждения. Если же деформация выправлялась без предварительного анализа, грубыми ударами молотка, то растянутый металл будет по всей ремонтной области. Такому металлу нужно вернуть нормальную толщину усадкой. Для возвращения металла в первоначальную форму его нужно «собрать». Усадка металла нагревом является достаточно простым процессом, но требует осторожности. Нужно определить самую высокую точку растянутого металла и нагреть её при помощи инструмента, который Вы используете для усадки. Далее нужно поместить поддержку под нагретую область и ударить молотком несколько раз, пока металл горячий. Так, металл вокруг усаживается в это нагретое пятно и становится толще и меньше по площади. Потом нужно охладить это место мокрой тряпкой или губкой. Таким же способом можно усадить остальные области с растянутым металлом. Нужно быть осторожным и не переборщить. Иначе металл деформируется и деформирует прилегающую область.

Последовательность усадки обширной зоны растянутого металла
Незначительная растянутость металла может устраняться без простукивания. При нагреве растянутый металл сокращается, происходит его усадка. Нагретый металл сначала возвышается над общим уровнем панели. После нагрева и охлаждения, растянутый металл приобретает первоначальный профиль, либо становится немного ниже общего уровня плоскости панели. Также можете прочитать статью “Как убрать хлопун на металле”, где подробно рассматривается тема растянутого металла.
Правила при усадке нагревом:
- Обратная сторона нагреваемой панели должна быть очищена от шумоизоляционного материала.
- при усадке нужно применять поддержку, имеющую меньшую выпуклость, чем растянутая область металла.
- Обычно используется ацетиленовая горелка с насадкой, соответствующей толщине осаживаемого металла, но может также применяться нагрев полуавтоматической сваркой, специальным угольным электродом, а также специальной насадкой и режимом споттера.
- Ацетиленовой горелкой нужно нагревать до ярко красного цвета, держа её перпендикулярно поверхности.
- Никогда не остужайте металл, нагретый до красного цвета. Подождите, когда он немного сам охладится и станет чёрным.
- Никогда не нагревайте область больше, чем можете осадить молотком за один раз. Горелкой нагревается площадь от 10 до 25 мм.
- Во время нагрева нужно делать круговые движения горелкой, по спирали, от периферии к центру.
- Не пытайтесь сделать усадку растянутого металла, пока не выправите его на черновую.
- Не нагревайте для усадки вмятину.
- Если растянутый металл имеет небольшую область, то и нагревайте маленькое пятно для усадки. Можно делать усадку растянутого металла и без его последующего охлаждения мокрой тряпкой. Охлаждение лишь ускоряет процесс.
- После усадки, может потребоваться дополнительное выравнивание металла.
Пример ремонта простой деформации кузовной панели
Рассмотрим схематическое изображение простой деформации кузовной панели. Пунктиром показана оригинальная форма панели. Рихтовка производится в последовательности, противоположной возникновению повреждений.

Правильный порядок ремонта повреждения. Сначала ослабляются заломы, которые были созданы последними после удара.
Так как залом Х создан в повреждении последним, то эта область должна выправляться первой. На эту зону помещается плоская кузовная ложка и простукивается молотком, направляя удары прямо на край залома (рис. №2). Это ослабит возвышенность и сдвинет её в изначальную позицию. Далее простукивается угол фланца Z, ослабив напряжение в этой области. Области металла между 0 и Y и Y и Z теперь ослаблены и готовы к возвращению в оригинальную позицию при помощи небольшого усилия. Это усилие создаётся при помощи средневыпуклой поддержки, выправляя неровности двумя-тремя несильными ударами с обратной стороны с 0 по Y (рис. №3). Это ослабит напряжение металла с обратной стороны (отрезок 0Y ). Процедура повторяется от Y до Z, восстанавливая металл до оригинальной формы №4.
Вторая иллюстрация (см. ниже) показывает ошибку черновой правки такого же повреждения. Здесь не было произведено первоначального ослабления напряжённых мест. На рис. №1, опущенный металл был выправлен ударами с обратной стороны до точки Y при помощи поддержки. Это подняло большую площадь вмятины практически до оригинальной позиции. Однако напряжение в точке X не было ослаблено. Напряжённый залом не опустился на своё нормальное место, вместо этого этот залом тянет панель вниз в зоне H. Так происходит, потому что напряжённый край X усиливает металл с обратной стороны. Таким образом, когда усилие прилагается сверху на Y, залом действует как опорный центр, утягивая металл вниз на H, когда прилагается усилие вверх на Y.

Не правильная последовательность ремонта. Вмятины были выправлены без предварительного ослабления напряжённых зон панели. В итоге металл растянут и требует дополнительной правки.
Когда черновое выравнивание было начато без ослабления напряжённой области, металл должен быть растянут для того, чтобы возвратиться в свою оригинальную позицию, как показано пунктиром. Теперь требуется значительное усилие, чтобы возвратить его вверх и это вызовет появление дополнительных повреждений на металле во время удара поддержкой, как показано на рис. №2. Выправление этих повреждений добавит работы. На рис. №3, вмятина была выправлена и молоток и поддержка на своём месте, чтобы начать выравнивание. На рис. №4, вмятина восстановлена до нормального состояния. Однако это уже получилась новая форма с растянутым металлом. Таким образом, работа сделана, но было потеряно время на незапланированную рихтовку, и металл был растянут. Пунктиром показан оригинальный контур панели.
Приведённые примеры показывают, что одну и ту же работу можно сделать по-разному, потратив разное количество усилий. При вдумчивом предварительном анализе повреждения можно значительно сократить время ремонта, его качество и уменьшить количество шпаклёвки или вовсе её исключить. Кроме того, правильно выполненная рихтовка принесёт удовлетворение от конечного результата.
Источник https://artmalyar.ru/prochaya_info_auto/rihtovka-avtomobilya.html
Источник https://promercedes.ru/informatsiya/rihtovka-kuzova
Источник https://kuzov.info/rikhtovka-svoimi-rukami/
